
Do Efluente Tratado à Água Recuperada: Sistema de Reuso Para Processos Internos

A Fluence implementou tecnologia avançada para converter efluentes tratados em água recuperada para consumo em processos internos, garantindo eficiência e redução de impacto ambiental.
Desafio
A gestão sustentável da água é uma prioridade nas indústrias com uso intensivo de água, como o setor de bebidas, devido à escassez de recursos, à pressão regulatória e às crescentes demandas por práticas responsáveis. Esse cenário impulsionou a exploração de fontes não convencionais, como o reaproveitamento de efluentes tratados por ultrafiltração e osmose reversa, que permitem otimizar processos, reduzir custos e fortalecer a sustentabilidade.
A Coca Cola Andina, uma das maiores engarrafadoras da região, identificou a necessidade de implementar um sistema que possibilitasse o aproveitamento dos efluentes gerados em sua planta industrial na unidade de Córdoba. O principal objetivo era obter água de alta qualidade para aplicações industriais específicas, reduzindo a dependência de fontes de água subterrânea.
O desafio inicial consistiu em projetar e operar um sistema de reuso capaz de lidar com variações na qualidade do efluente, decorrentes de problemas operacionais nas etapas anteriores do tratamento. Essas variações resultaram em aumentos significativos nos teores de sólidos em suspensão, matéria orgânica e alcalinidade, elevando a complexidade do processo de tratamento.
Descrição do processo
Para enfrentar esses desafios, a Fluence projetou um sistema de tratamento avançado com capacidade para produzir 1.128 m³/d de água de reúso, alcançando uma qualidade com condutividade inferior a 100 μS/cm. O projeto foi desenvolvido com base no esquema de Tratamento Avançado Completo da EPA, garantindo um tratamento eficiente e confiável. As aplicações consideradas incluem Abastecimento de Água para Serviços Gerais (SSGG), Serviços Auxiliares (SSAA) e Máquinas de Lavar.
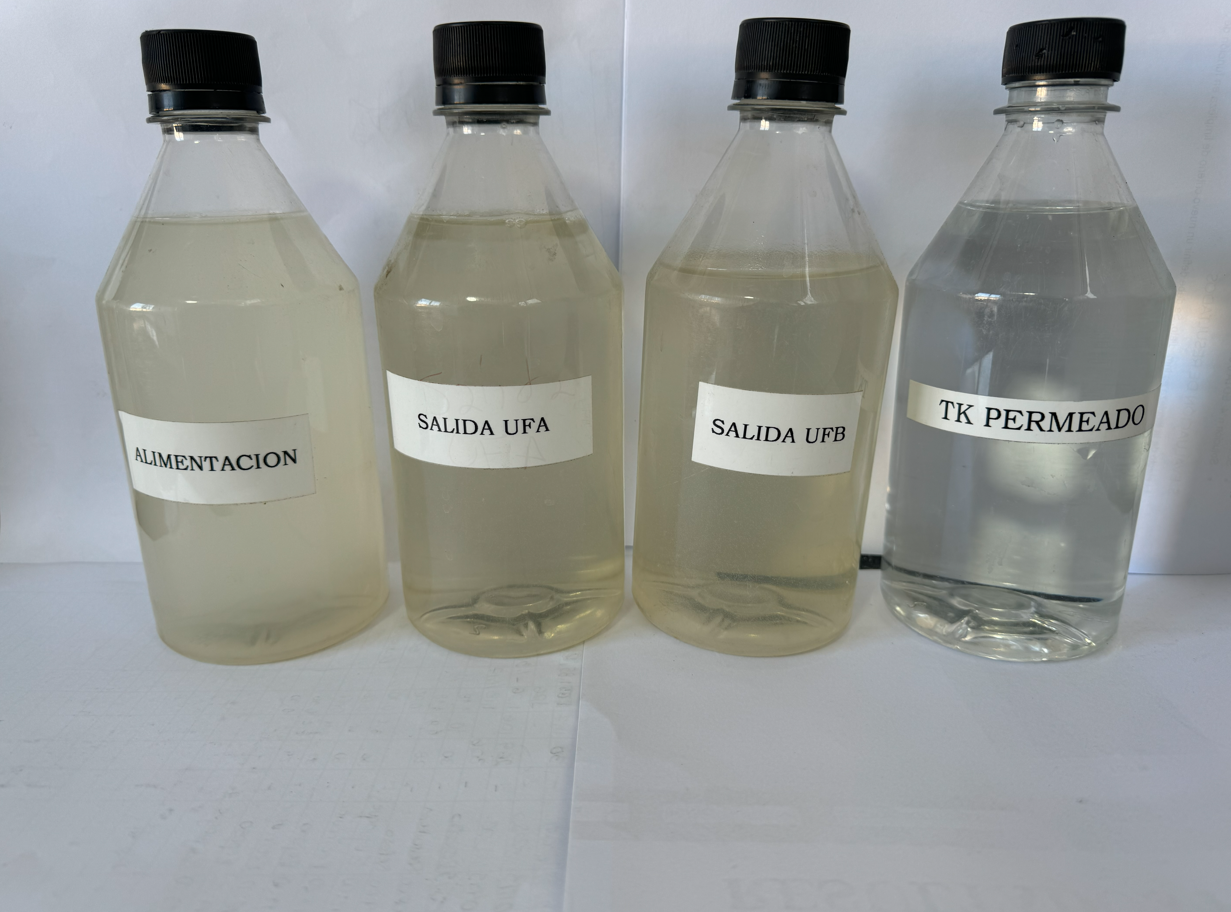
Inicialmente, o efluente passou por um processo de Ultrafiltração (UF), projetado para remover sólidos em suspensão, reduzir a carga microbiológica e produzir um efluente com Índice de Densidade de Sujeira (SDI) inferior a 3, adequado para o estágio subsequente de Osmose Reversa (RO). Um sistema de filtração grossa também foi incluído para proteger as membranas de UF contra partículas maiores. Ressalta-se que o efluente afluente à estação é proveniente de um tratamento secundário que atende aos padrões de descarga.
Em seguida, o efluente ultrafiltrado foi direcionado ao sistema de Osmose Reversa, promovendo uma redução significativa dos sais e de outras impurezas dissolvidas, garantindo baixos níveis de TDS e qualidade adequada para uso industrial. Adicionalmente, foi implementado um sistema de desinfecção por Ultravioleta (UV) em uma das linhas de RO, permitindo avaliar sua eficácia na prevenção de bioincrustações.
O projeto também incluiu uma etapa final de desinfecção por luz UV e a previsão de futura incorporação de um sistema de ozonização, visando um controle microbiológico ainda mais rigoroso.
A planta conta com o sistema de Monitoramento Remoto TAMI, fornecido pela Fluence, que permite a supervisão digital dos sistemas de tratamento e reúso de água e efluentes. A plataforma possibilita o acompanhamento remoto do desempenho operacional, facilitando a gestão da manutenção preditiva e preventiva por meio de uma interface web personalizada.
Características detalhadas de engenharia e construção
O projeto de reúso de efluentes tratados foi desenvolvido com uma abordagem integrada, incluindo engenharia de projeto, fabricação e testes de aceitação em fábrica (FAT), assegurando a qualidade e funcionalidade dos equipamentos antes da instalação e minimizando as atividades em campo.
A configuração 2+1, composta por duas linhas operacionais e uma linha adicional de redundância, permite atender 100% da demanda com apenas dois trens em operação, garantindo continuidade durante manutenções ou limpezas químicas. Essa modularidade também facilita futuras expansões e adaptações a variações de vazão ou qualidade da água recuperada.
Todos os equipamentos foram construídos em aço inoxidável e materiais resistentes à corrosão, garantindo elevada durabilidade em ambientes industriais severos. Os sistemas de Osmose Reversa seguem padrões sanitários, utilizando tubulações em aço inoxidável AISI 304 com solda sanitária, reduzindo pontos mortos e riscos microbiológicos. Já as linhas de interligação e equipamentos auxiliares, como Ultrafiltração e Limpeza Química, foram construídos em PVC, otimizando custos sem comprometer a qualidade microbiológica da água produzida.
A Fluence projetou uma usina que converte efluentes em água recuperada para consumo em processos internos, otimizando recursos e reduzindo o impacto ambiental.
Impacto operacional e ajustes realizados
Durante a fase inicial de operação, as condições do efluente influenciaram significativamente os parâmetros de projeto. A etapa de Ultrafiltração enfrentou níveis elevados de turbidez superiores a 400 NTU e altos teores de sólidos em suspensão, resultando em incrustações frequentes das membranas, mesmo com vazões reduzidas e limpezas químicas preventivas. Ainda assim, as limpezas semanais permitiram restaurar consistentemente a capacidade de filtração em aproximadamente 20 m³/h, mantendo SDI inferior a 3 e uma recuperação entre 80 e 90%, abaixo dos 95% previstos em projeto.
Na etapa de Osmose Reversa, o acúmulo de matéria orgânica e a bioincrustação aumentaram os custos operacionais e reduziram a disponibilidade do sistema. Os filtros de 5 micras exigiram substituição a cada três dias, e limpezas químicas (CIP) foram realizadas quinzenalmente para controlar o diferencial de pressão. Apesar dessas condições, foi mantida uma produção contínua de 15 m³/h de água de reúso. A aplicação de biocidas, como o Genesol 30 em modo de choque, mostrou-se eficaz ao reduzir o deltaP e ampliar os intervalos entre limpezas, especialmente no trem tratado. Após a recuperação do tratamento biológico, observou-se uma melhoria significativa no desempenho global do sistema.
Conclusões
A implantação deste projeto de reúso de efluentes industriais tratados demonstrou ser uma solução eficiente e sustentável para a Coca Cola Andina. Apesar dos desafios técnicos e operacionais, o sistema projetado pela Fluence permitiu alcançar os objetivos de qualidade da água, atendendo aos requisitos necessários para diferentes aplicações industriais.
O sistema de reúso reduziu significativamente a pegada hídrica da empresa, alinhando-se às metas de sustentabilidade e fortalecendo sua liderança em gestão responsável dos recursos hídricos.
O projeto também evidenciou a importância da flexibilidade no projeto e na operação de estações de tratamento de água, permitindo a adaptação a variações relevantes na qualidade do efluente. Ao integrar tecnologias avançadas como Ultrafiltração, Osmose Reversa e desinfecção UV, a Fluence reafirma seu compromisso com soluções inovadoras e sustentáveis no tratamento de água.
Descubra como as soluções avançadas de reúso de efluentes da Fluence podem otimizar sua estratégia de gestão hídrica e reduzir significativamente o consumo de água. Entre em contato com nossa equipe especializada.
DETALLES DEL PROJECTO
LOCALIZAÇÃO
Córdoba, Argentina
CLIENTE
Coca Cola Andina
SOLUÇÃO
Sistema de Reúso de água para os processos industriais com Monitoramento remoto (TAMI)
TECNOLOGIAS
Ultrafiltração, Osmose Reversa, Radiação UV